CNC
Getting Started Hafven CNC
-
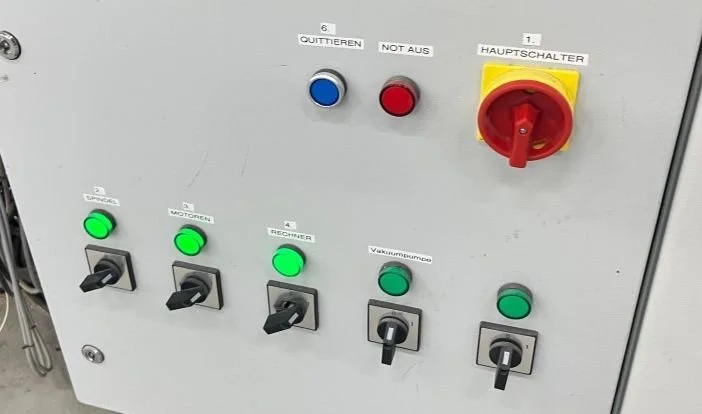
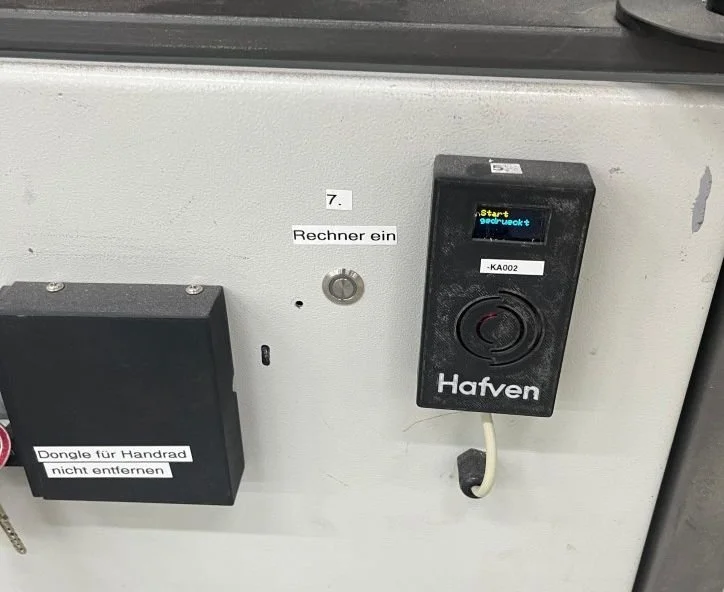
Alles anschalten nach der Reihenfolge Beschriftung (Reminder: Karte besorgen [Schritt 5])
-
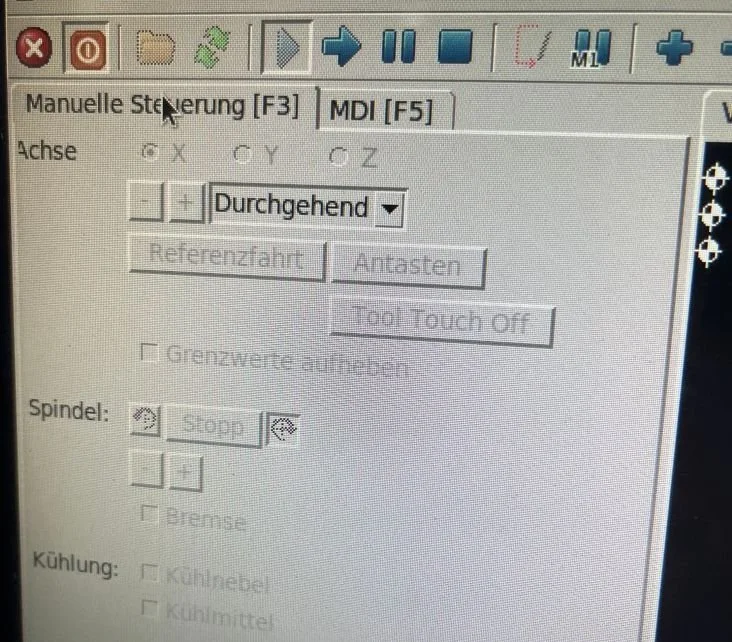
Rechner starten und in LinuxCNC Referenzfahrt durchführen
-
Opferplatte auflegen und Werkstück einspannen

-
Tastplatte auflegen und Messwerkzeug einspannen (Werkzeug 99)
-
Programm XYZ Tastplatte laufen lassen
-
NGC Datei laden (auf M6 T1 achten und Anleitung folgen)
-
Notaus im Blick behalten :D

EstlCAM
Link: https://www.estlcam.de/
Vorbereitung für Hafven:
- In Estlcam unter Einstellungen/Grundeinstellungen LinuxCNC als CNC-Programm auswählen.
- Unter Einstellungen/CNC Programme auf "Einstellungen öffnen" klicken.
- CNC-Programm Voreinstellungen bzw. Postprozessor ohne Werkzeugwechsel bzw. mit Werkzeugwechsel für die CNC-Fräse im Hafven laden.
- Nun muss sichergestellt werden, dass der Postprozessor auch dauerhaft hinterlegt ist. Hierzu nun auf "Einstellungen speichern" klicken und die Datei unter dem dort vorgeschlagenen Verzeichnis speichern.
Hinweise:
- Spindel (U/min) = 24.000
- Nullpunkt definieren (werkstück messen)
- Vorschub (mm/min) und Spindel (U/min) pro Werkzeug in der Tabelle festlegen; maximal 80 % des Herstellerwerts als Startwert.
- Tauchtiefe pro Durchgang konservativ wählen (0,5–1× Werkzeug-Ø) und bei harten Materialien reduzieren.
- Immer vor dem Export mit Vorschau und 3D-Darstellung prüfen – verdeckte Bereiche kontrollieren, Kollisionen erkennen.
- Zum Schluss "als CNC-Programm speichern"
Tastenkürzel:
| Taste/Schaltfläche | Funktion |
|---|---|
| F2 | Konturpfad definieren (Innen/Außen) |
| F3 | Taschen-(Pocket)-Pfad anlegen |
| F4 | Bohrzyklen-Menü öffnen |
| F5 | 3D-Relief Pfad (Konturnachführung) |
| STRG + O | Projekt öffnen |
| STRG + S | Projekt speichern |
| F9 | G-Code exportieren (Postprozessor-Dialog) |
| S | Simulation starten/pausieren |
| + / − | Zoom in der Vorschau |
| Rechtsklick | Ursprung-/Nullpunkt setzen |
| Hilfe-Button | Kontext-Hilfe für Parameter und Pfade öffnen |
Fräser
Liste alle Fräser, die ich aktuell nutze.
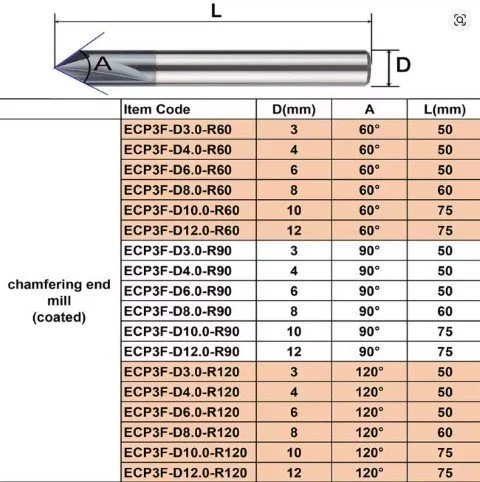
Schaftfräser
- Anwendung: Ideal für präzise Eckrund- bzw. Fasen-Profiles und zum sauberen Entfernen von Graten.
- Bezichung: Eckrundung Fräse Schaftfräser 3-12 mm Entgraten CNC Holz Metall Fräser Anfasfräser Ecke Rund über Bit
| Item | Quantity | D(mm) | L(mm) | R | Image |
|---|---|---|---|---|---|
| ECP3F-D4.0-R60 | 2 | 4 | 50 | 60 |  |
| ECP3F-D6.0-R60 | 2 | 6 | 50 | 60 |  |
Kugelkopffräser
- Anwendung: 3D-Kontur- und Flächen-Finishing mittlerer Detailstufe in Holz, Kunststoffen und NE-Metallen; sanftes Glätten von Konturen und Ecken.
- Bezichung: Wolfram-Vollhartmetall-beschichteter Kegel-Kugelkopf-Bit CNC-Fräser Fräser für Holz und Fräser für Metall-Schaftfräser
| Item | Quantity | D(mm) | L(mm) | R | L(mm) | Image |
|---|---|---|---|---|---|---|
| R0.25-15-D4 | 2 | 4 | 15 | N/A | 0,25 | 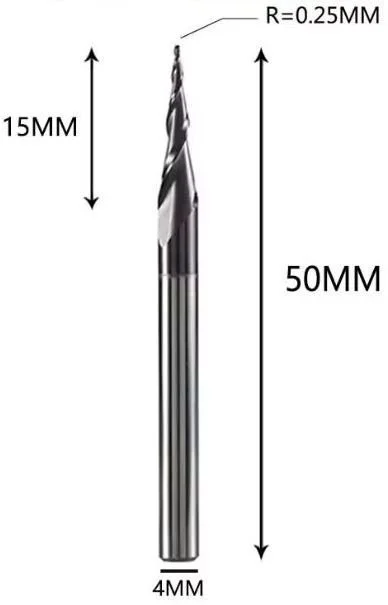 |
| R1.0-30.5-D6 | 2 | 6 | 30 | N/A | 1,00 | 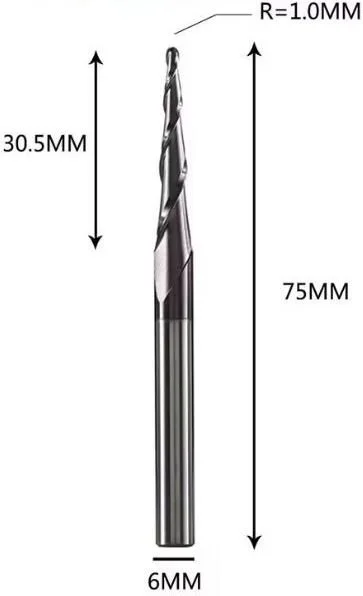 |
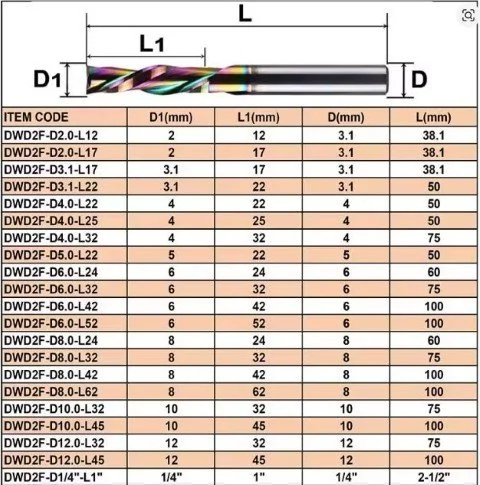
2-schneidiger Spiralfräser
- Anwendung: Universell für Nuten, Taschen und Kantenbearbeitung in Holz, MDF und beschichteten Platten; saubere Spanführung dank Down-Cut.
- Bezichung: DLC-Beschichtung Vollhartmetall-Fräser 3.1 4 6 8 6,35 mm 2-schneidiger Spiralfräser Schaftfräser Holz MDF Down Cut
| Item | Quantity | D(mm) | L(mm) | Image |
|---|---|---|---|---|
| DWD2F-D4.0-L22 | 2 | 4 | 22 |  |
| DWD2F-D6.0-L24 | 2 | 6 | 24 |  |
| DWD2F-D8.0-L32 | 2 | 8 | 32 |  |
| DWD2F-D10.0-L32 | 1 | 10 | 32 |  |
| NoName | 8 | 3,175 | 17 |
4-schneidiger Spiralfräse
- Anwendung: Fein- und Schlichtfräsen von Stahl, Edelstahl, Guss und NE-Metallen – glatte Oberflächen durch hohe Schnittkante/Zahnzahl. In Holz/Kunststoff meiste Schneiden überdimensioniert – besser 2–3-Schneider verwenden.
| Item | Quantity | D(mm) | L(mm) |
|---|---|---|---|
| DWD2F-D4.0-L22 | 1 | 6 | 13 |
G Codes
Wichtige G-Codes & HAL-Befehle
| Befehl | Beschreibung | Beispiel |
|---|---|---|
M6 Txx | Werkzeugwechsel (mit Tool-Table) | M6 T03 |
G28 / G30 | Heimkehr-Positionen | G28 X0 Y0 |
M3 | Spindel ein / Stopp | M3 S12000 |